
राखाडी कास्ट आयरन्समध्ये सामान्य धातुकर्म दोष
राखाडी कास्ट आयरन ही उत्कृष्ट कास्टक्षमता, चांगली यंत्रक्षमता आणि कमी किमतीमुळे विविध उद्योगांमध्ये मोठ्या प्रमाणावर वापरली जाणारी सामग्री आहे. तथापि, इतर कोणत्याही सामग्रीप्रमाणे, राखाडी कास्ट लोह त्याच्या दोषांशिवाय नाही. या लेखात, आम्ही राखाडी कास्ट इस्त्रीमध्ये उद्भवू शकणार्या काही सामान्य मेटलर्जिकल दोषांवर चर्चा करू.
1. सच्छिद्रता: सच्छिद्रता हा राखाडी कास्ट आयर्नमध्ये आढळणारा सर्वात सामान्य दोष आहे. हे सामग्रीमध्ये व्हॉईड्स किंवा गॅस पॉकेट्सच्या उपस्थितीचा संदर्भ देते. सच्छिद्रता अनेक कारणांमुळे उद्भवू शकते, जसे की अयोग्य गेटिंग आणि उगवणे, अपुरी वायुवीजन किंवा मोल्डमध्ये जास्त आर्द्रता. सच्छिद्रता सामग्री कमकुवत करू शकते आणि त्याचे यांत्रिक गुणधर्म कमी करू शकते.
2. संकोचन: संकोचन दोष उद्भवतात जेव्हा धातू घट्ट होते आणि आकुंचन पावते, ज्यामुळे व्हॉईड्स किंवा पोकळी तयार होतात. संकोचन दोषांचे दोन प्रकारांमध्ये वर्गीकरण केले जाऊ शकते: मॅक्रो आक्रोश आणि मायक्रोपोरोसिटी. मॅक्रोश्रिंकेज दोष उघड्या डोळ्यांना दिसतात आणि कास्टिंगच्या पृष्ठभागावर अनियमित आकाराच्या पोकळी म्हणून दिसू शकतात. दुसरीकडे, मायक्रोपोरोसिटी दृश्यमान नाही आणि केवळ विना-विध्वंसक चाचणी पद्धतींद्वारे शोधली जाऊ शकते.
3. समावेश: समावेश म्हणजे विदेशी कण किंवा अशुद्धता जे घनीकरण प्रक्रियेदरम्यान कास्टिंगमध्ये अडकतात. हे समावेश अधातू किंवा धातूचे असू शकतात आणि राखाडी कास्ट लोहाच्या यांत्रिक गुणधर्मांवर लक्षणीय परिणाम करू शकतात. वितळण्याची प्रक्रिया, मोल्ड मटेरियल किंवा वापरलेले अॅडिटीव्ह यासारख्या विविध स्रोतांमधून समावेश होऊ शकतो.
4. कोल्ड शट्स: कोल्ड शट्स हे दोष आहेत जे कास्टिंग प्रक्रियेदरम्यान वितळलेल्या धातूच्या दोन प्रवाहांमध्ये योग्यरित्या फ्यूज होत नाहीत. हे अपर्याप्त ओतण्याचे तापमान, अयोग्य गेटिंग सिस्टम डिझाइन किंवा वितळलेल्या धातूचे अपुरे खाद्य यामुळे होऊ शकते. कोल्ड शटमुळे कास्टिंग कमकुवत होऊ शकते आणि अकाली अपयश होऊ शकते.
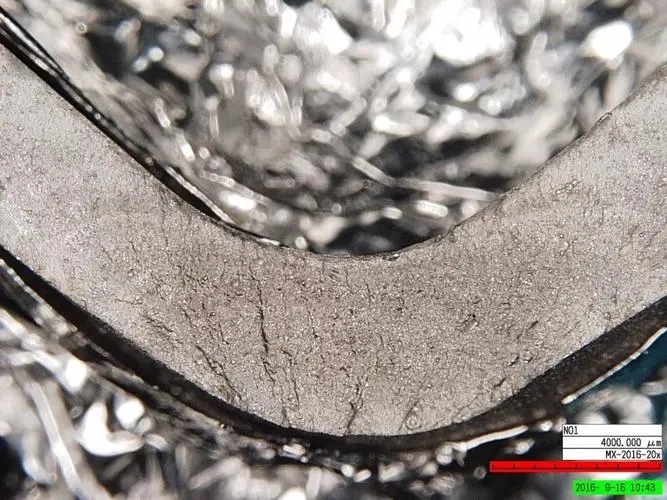
5. गरम अश्रू: गरम अश्रू हे घनीकरणाच्या वेळी अंतर्गत ताणामुळे कास्टिंगमध्ये उद्भवणारे क्रॅक आहेत. राखाडी कास्ट आयर्नमध्ये उपस्थित असलेल्या वेगवेगळ्या टप्प्यांच्या थर्मल विस्तार गुणांकांमध्ये जुळत नसल्यामुळे या क्रॅक होऊ शकतात. जाड विभागांमध्ये किंवा जटिल भूमितींमध्ये गरम अश्रू येण्याची अधिक शक्यता असते.
राखाडी कास्ट इस्त्रीमधील हे धातू दोष कमी करण्यासाठी, अनेक उपाय केले जाऊ शकतात. यामध्ये गेटिंग आणि राइजिंग सिस्टम डिझाइन ऑप्टिमाइझ करणे, योग्य वेंटिंग सुनिश्चित करणे, मोल्डमधील आर्द्रता नियंत्रित करणे, उच्च-गुणवत्तेचा कच्चा माल वापरणे आणि प्रभावी गुणवत्ता नियंत्रण उपाय लागू करणे समाविष्ट आहे.
शेवटी, राखाडी कास्ट लोह एक बहुमुखी सामग्री आहे ज्यामध्ये असंख्य फायदे आहेत. तथापि, राखाडी कास्ट इस्त्रीमध्ये उद्भवू शकणार्या सामान्य धातू दोषांबद्दल जागरूक असणे महत्वाचे आहे. हे दोष समजून घेऊन आणि योग्य उपाययोजना अंमलात आणून, उत्पादक उच्च-गुणवत्तेचे राखाडी कास्ट आयर्न घटक तयार करू शकतात जे इच्छित वैशिष्ट्ये आणि कार्यप्रदर्शन आवश्यकता पूर्ण करतात.
चौकशी पाठवा



X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण